導入|なぜ粉体塗装が工業塗装の主流となったのか

自動車部品・建材・家電・産業機器の塗装に関わる元請・施工管理担当の皆さん、こんな状況ありませんか?
- 「液体塗装と粉体塗装の使い分け基準が現場でブレる」
- 「塗膜厚・耐久性・色再現性の説明が顧客にうまく伝わらない」
- 「焼付温度・時間の最適化で塗膜不良が出る」
- 「環境規制(VOC・PRTR)対応で粉体化を検討中だが情報が散在」
粉体塗装は、1960年代に欧米で実用化された比較的新しい塗装技術でありながら、自動車部品・建材(アルミサッシ・鋼製建具)・家電・産業機器で液体塗装を上回るシェアを獲得しています。VOC(揮発性有機化合物)排出ゼロ・厚膜形成・高耐久性という3つの利点が、環境規制の厳格化と相まって、工業塗装の標準工程として定着しました。
しかし、塗料種別の選定基準・前処理の判断・焼付条件の最適化は、現場担当者が一度で覚えるには情報量が多すぎます。
結論から言うと、粉体塗装は『塗料選定→前処理→塗布→焼付→検査』の各段階で正しい判断ができれば、液体塗装より高品質・低コスト・低環境負荷を同時に実現できます。本記事では、現場で迷わない判断軸を実務直結で整理しました
本記事は保存版として、工業塗装業者・施工管理担当者の現場マニュアルとしてご活用ください。
静電塗布の原理|粉体塗装の核心技術
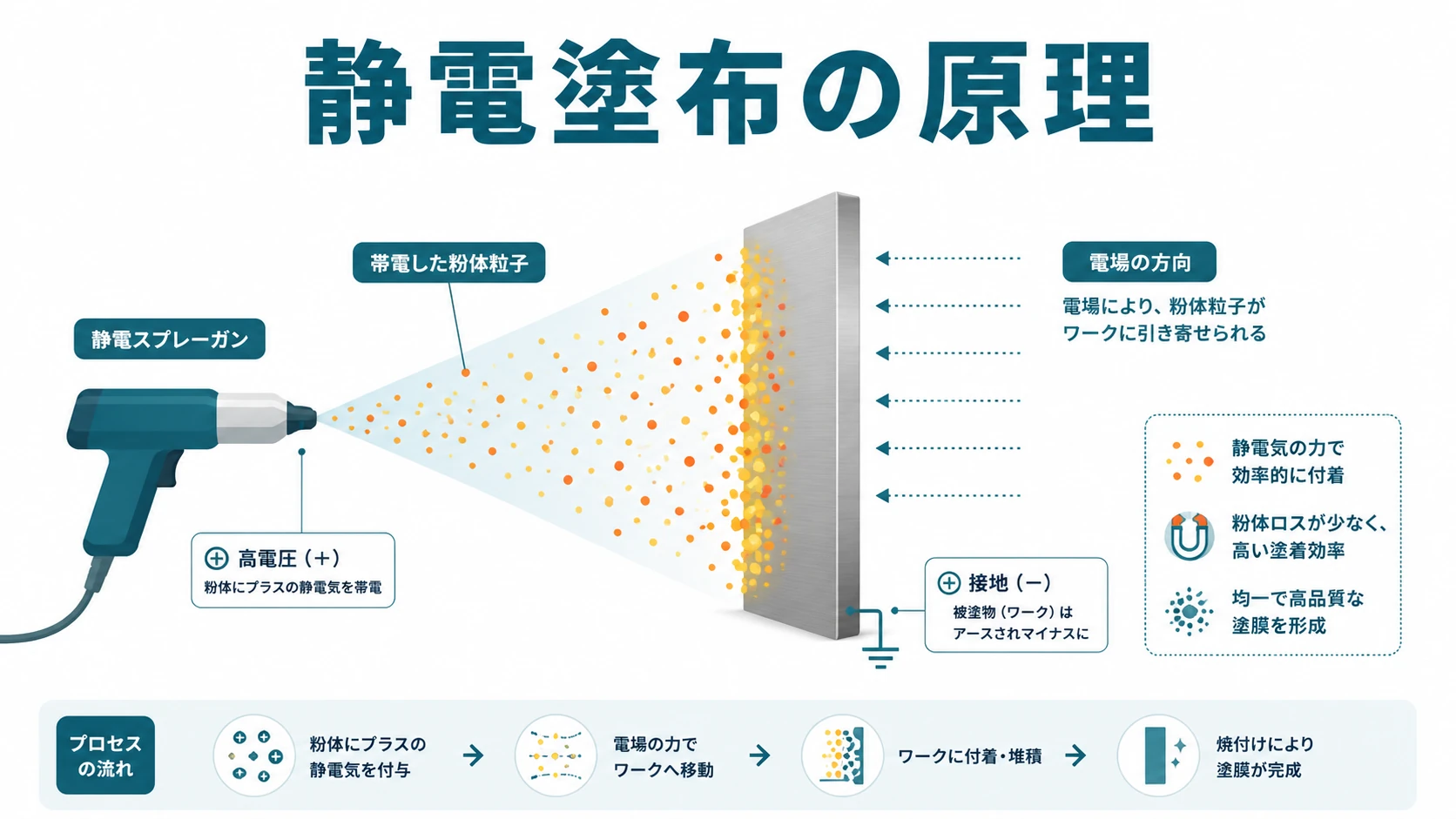
粉体塗装の核心技術は、「静電塗布」と「焼付硬化」の2段階プロセスです。これにより、液体塗装にはない塗着効率の高さと均一塗膜が実現されます。
静電塗布のメカニズム
1. 粉体塗料の帯電:塗装ガンの電極で粉末粒子に高電圧(30〜100kV)を印加し負電荷を付与
2. 電場の形成:被塗物(アース接続)と塗装ガンの間に電場が発生
3. 吸着塗布:帯電した粉末粒子が電場に沿って被塗物表面に吸着
4. 均一付着:電場の作用により裏面・凹部・隙間にも回り込む(ファラデー効果)
焼付硬化のメカニズム
塗布後、150〜220℃で10〜30分焼付し、粉末を溶融→流動化→架橋反応で硬化させます。
| 温度帯 | 状態変化 |
|---|---|
| 80〜120℃ | 粉末が溶融開始・表面張力で平滑化 |
| 140〜180℃ | 架橋反応開始・塗膜形成 |
| 180〜220℃ | 完全硬化・冷却で塗膜完成 |
塗着効率の業界差
| 塗装方式 | 塗着効率 | ロス率 |
|---|---|---|
| 粉体塗装 | 70〜95% | 5〜30%(回収再利用可) |
| 液体塗装(スプレー) | 30〜60% | 40〜70%(廃液化) |
ロスが大幅に少ないんですね
粉体塗装はオーバースプレー粉末を回収・再利用できるのが最大の特徴です。液体塗装では廃液処理コストが発生しますが、粉体塗装ではほぼゼロ。結果としてランニングコストが30〜50%安くなるケースが多く、量産現場ほど粉体化のメリットが大きくなります
主要な3つの塗料種類|エポキシ・ポリエステル・ハイブリッド
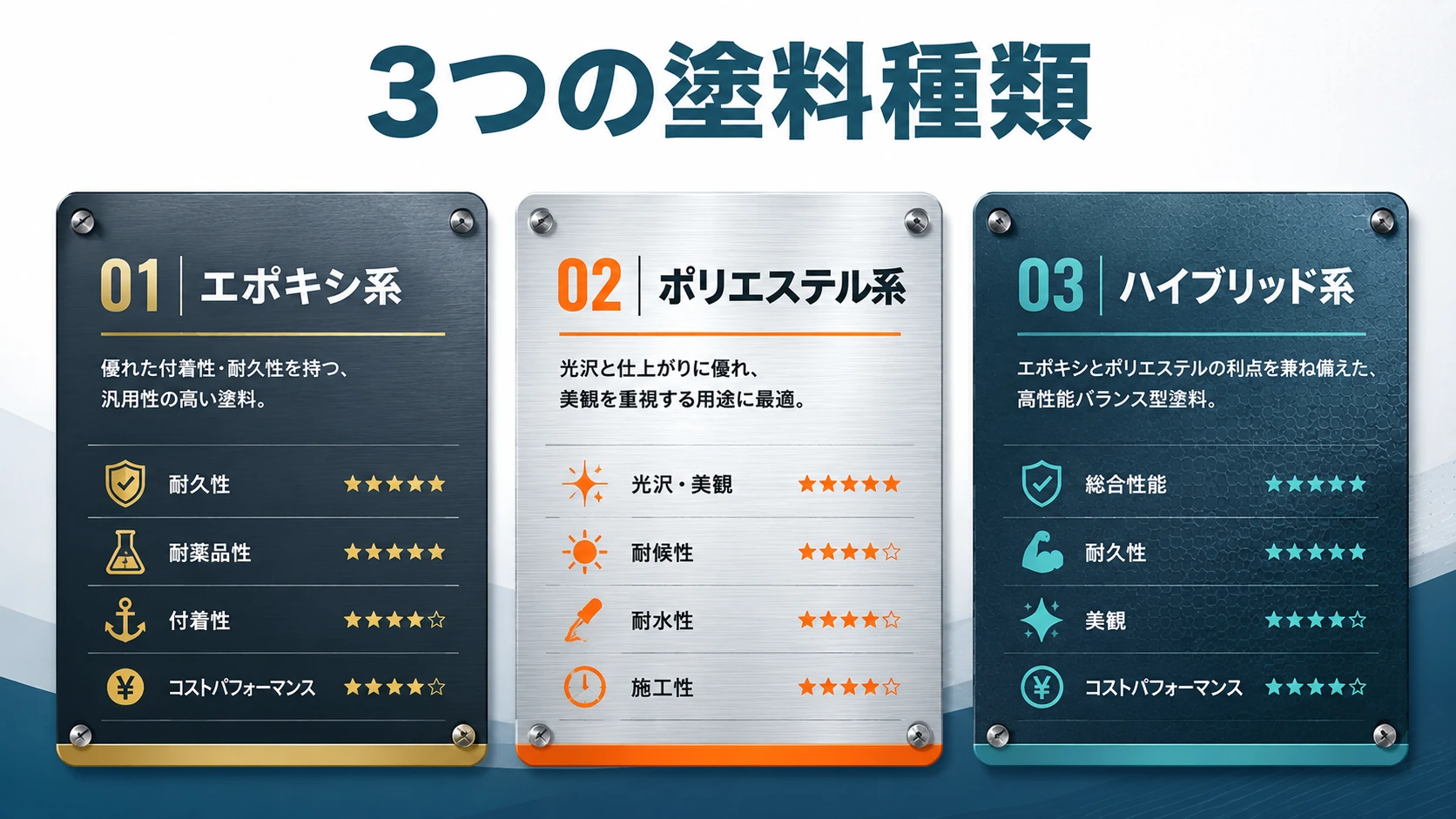
粉体塗装の塗料は、樹脂成分で大きく3系統に分けられます。
3系統の基本仕様
| 塗料 | 主用途 | 特徴 |
|---|---|---|
| エポキシ系 | 屋内・配管・電気部品 | 防食性最強・耐溶剤性高・耐候性中 |
| ポリエステル系 | 屋外・建材・自動車部品 | 耐候性最強・色保持性高・耐黄変高 |
| ハイブリッド系(エポキシ・ポリエステル) | 屋内一般・家具・家電 | バランス型・コスト安・装飾性高 |
詳細比較表
| 観点 | エポキシ系 | ポリエステル系 | ハイブリッド系 |
|---|---|---|---|
| 耐候性(屋外) | △(紫外線で黄変) | ◎(5〜10年保持) | ○ |
| 防食性(防錆) | ◎(最強) | ○ | ◎ |
| 耐溶剤性 | ◎ | ○ | ○ |
| 耐衝撃性 | ◎ | ○ | ○ |
| コスト | 中 | 高 | 安 |
| 代表用途 | 配管・電気盤・屋内機器 | アルミサッシ・自動車外板 | スチール家具・家電 |
用途別の選定指針
- 屋外建材(アルミサッシ・カーテンウォール):ポリエステル系(耐候性・色保持性が必須)
- 配管・電気部品(屋内):エポキシ系(防食性・耐溶剤性が必須)
- スチール家具・OA機器:ハイブリッド系(コスト・装飾性のバランス)
- 自動車部品(外装):ポリエステル系または特殊ウレタン系
- 建設機械(重防食):エポキシ系プライマー+ポリエステル系トップコート
仕上げの種類
- マット仕上げ(光沢度10〜30):オフィス家具・建材
- 半光沢(30〜70):家電・自動車部品
- グロス仕上げ(70〜95):装飾性重視・高級家具
- テクスチャ(梨地・しわ・砂地):建材・特殊用途
塗料選定の8割は『屋内/屋外×何年持たせたいか』で決まります。ポリエステル系は単価がエポキシ系より20〜30%高いですが、屋外で10年持たせる必要があれば必須選択です
施工工程フロー|前処理から検査まで
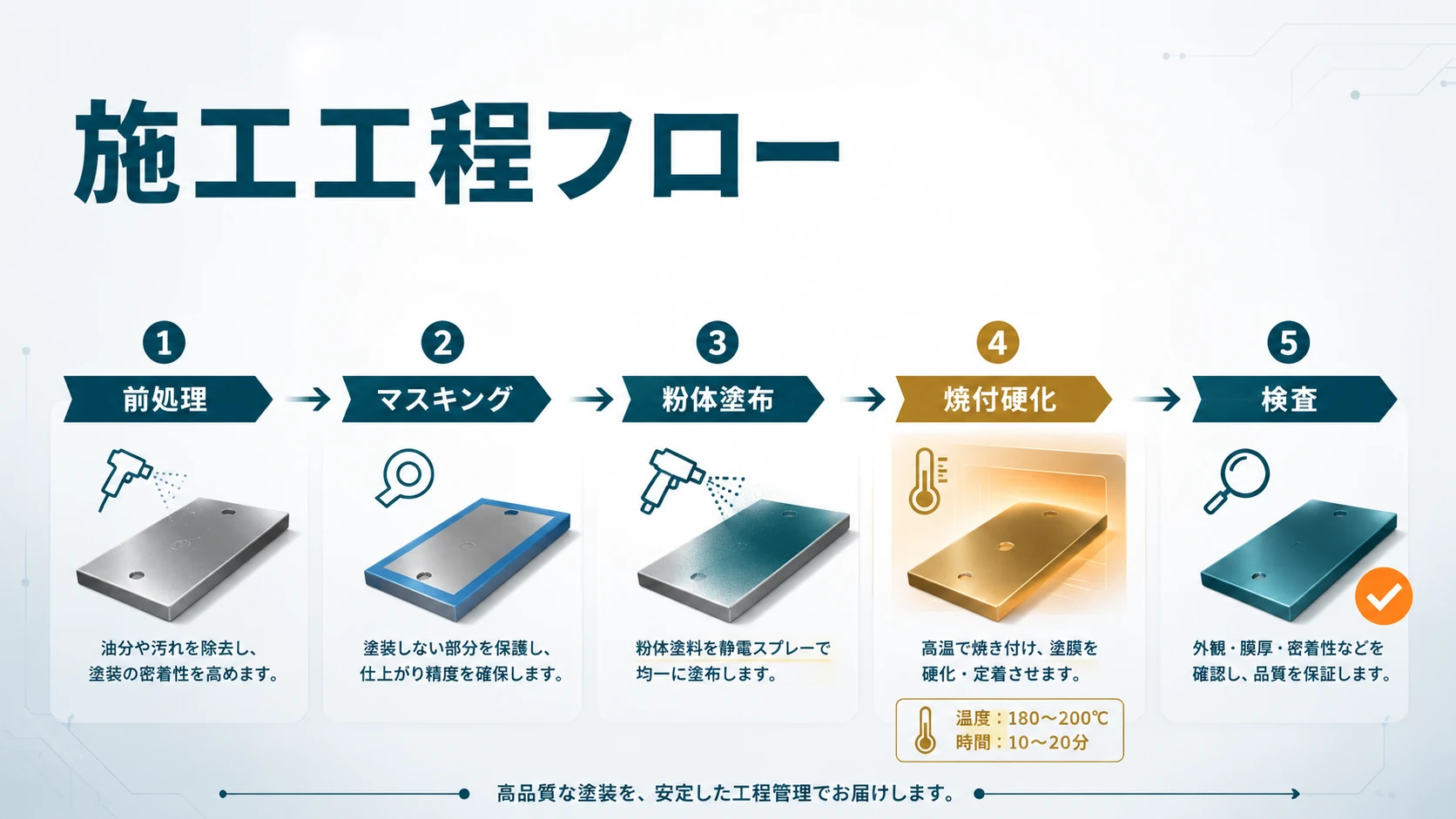
粉体塗装の品質は、「前処理 → マスキング → 塗布 → 焼付 → 検査」の5ステップを正しく踏むことで決まります。特に前処理が塗膜密着の8割を決めると言われ、ここの手抜きは確実に剥離・腐食トラブルに直結します。
Step 1:前処理(最重要)
被塗物の素材ごとに前処理が異なります。
鉄系素材
- 脱脂:アルカリ脱脂剤で油分・汚れ除去
- 表面処理:リン酸亜鉛処理 or リン酸鉄処理(防錆下地)
- 水洗・乾燥:純水洗浄→100〜120℃で完全乾燥
アルミ素材
- 脱脂:弱アルカリ脱脂剤(強アルカリは表面侵食)
- 表面処理:クロメート処理 or ノンクロム処理(環境配慮型)
- 水洗・乾燥:同上
亜鉛めっき素材
- 脱脂:ノンクロム前処理または特殊化成処理
- 付着力向上処理:黒色化成またはリン酸亜鉛処理
Step 2:マスキング
塗装不要部分(ネジ穴・電気接点・摺動面)をマスキング。
- 耐熱マスキングテープ(180〜220℃対応)
- シリコンプラグ(穴・ネジ部)
- 耐熱マグネット(小物固定)
Step 3:粉体塗布
- 塗装ガン:コロナ帯電式 or トリボ帯電式
- 塗装ブース:粉末回収システム付き
- 塗布厚目安:60〜100μm(液体塗装の20〜40μmより厚い)
Step 4:焼付硬化
| 塗料 | 焼付温度 | 焼付時間 |
|---|---|---|
| エポキシ系 | 160〜200℃ | 15〜20分 |
| ポリエステル系 | 180〜200℃ | 15〜20分 |
| ハイブリッド系 | 150〜180℃ | 10〜20分 |
※ 実温度は被塗物の温度であり、炉内温度ではない(重要)
Step 5:検査
- 目視検査:色ムラ・ピンホール・剥離・異物混入
- 塗膜厚測定:電磁式・渦電流式(ISO 2360対応)
- 付着試験:クロスカット試験(JIS K 5600-5-6)
- 耐衝撃性試験:デュポン式・落球式
- 耐塩水噴霧試験:500時間以上(屋外用)
前処理の段階で品質が決まるんですね
特に脱脂が不十分だと、見た目は塗装されていても3〜6ヶ月で剥離します。前処理工程の品質管理(pH管理・濃度管理・温度管理)が粉体塗装業者の実力差です。発注時は前処理工程の管理体制を必ず確認してください
粉体 vs 液体|性能比較10項目
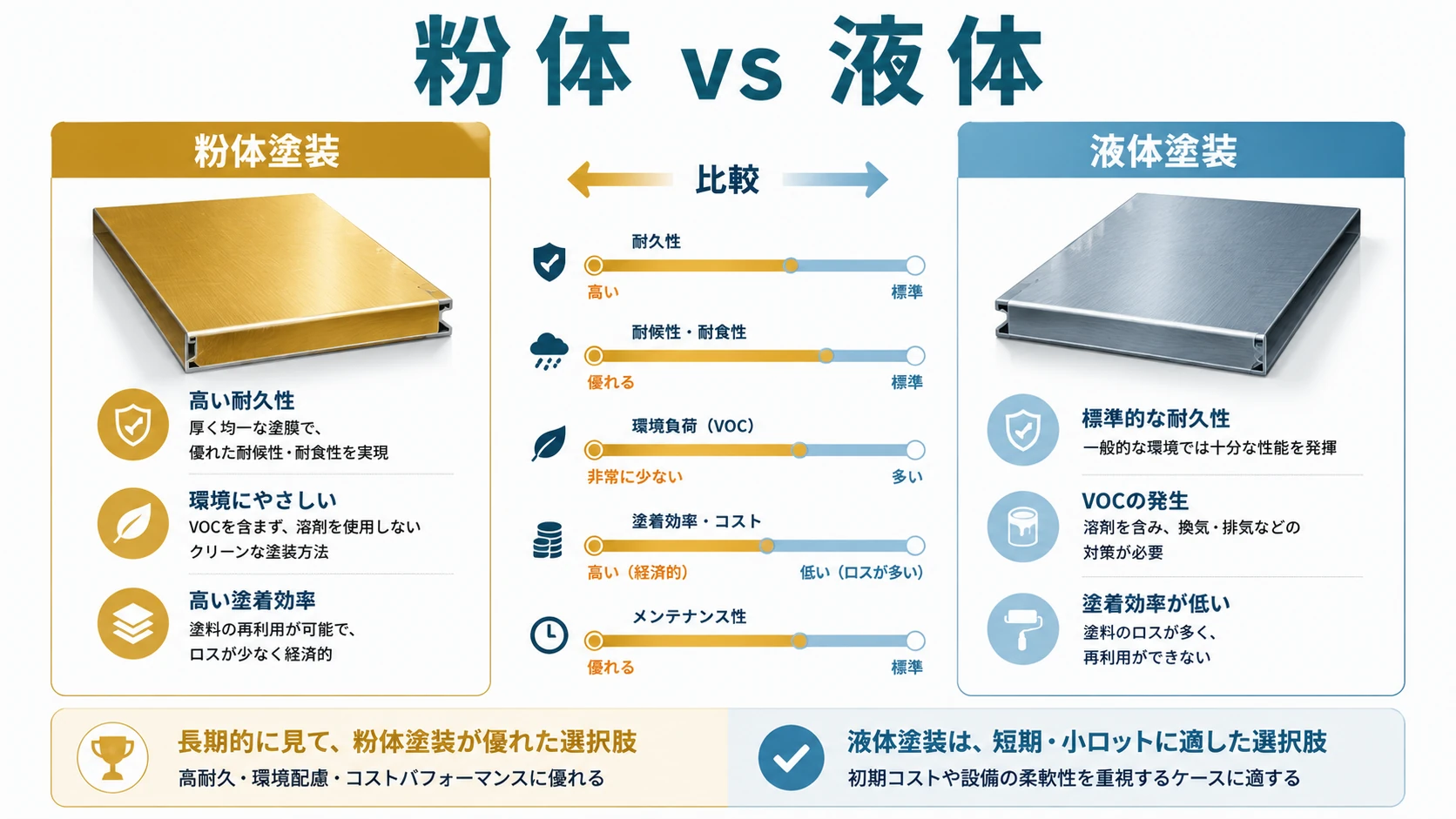
粉体塗装と液体塗装の使い分けは、コスト・品質・環境の3軸で決まります。発注時の判断材料として、10項目で網羅的に比較します。
10項目比較表
| 観点 | 粉体塗装 | 液体塗装 |
|---|---|---|
| 塗膜厚 | 60〜100μm(厚膜可) | 20〜40μm |
| 塗着効率 | 70〜95% | 30〜60% |
| VOC排出 | ゼロ | 高(規制対象) |
| 乾燥/硬化時間 | 焼付10〜30分 | 自然乾燥or強制乾燥 |
| 設備投資 | 大(焼付炉・回収装置) | 小〜中 |
| ランニングコスト | 安(量産時) | 中〜高 |
| 色変更の柔軟性 | 低(粉末入替・清掃手間) | 高 |
| 小ロット対応 | 苦手 | 得意 |
| 耐候性・耐衝撃性 | ◎ | ○〜◎ |
| 適用素材 | 焼付温度に耐える金属中心 | 木材・プラスチック含む幅広 |
使い分けの実践指針
粉体塗装が有利
- 量産工程(自動車部品・建材・家電など月産数千〜数万個)
- 環境規制が厳しい工場(VOC排出制限・PRTR対象工場)
- 耐候性・耐久性最優先の屋外用途(10年以上保持)
- 同色品の継続生産(色替えコストが少ない)
液体塗装が有利
- 多色・小ロット生産(月産数十〜数百個・色替え頻繁)
- 木材・プラスチック塗装(焼付温度に耐えない素材)
- 設備投資を抑えたい中小現場
- 修理・補修塗装(部分塗り重ね)
コスト試算例(中規模量産・月産10,000個)
| 項目 | 粉体塗装 | 液体塗装 |
|---|---|---|
| 塗料費 | 安(ロス少) | 高 |
| エネルギー(焼付) | 高 | 中 |
| 廃棄物処理 | ほぼゼロ | 中〜高 |
| 設備減価償却 | 高 | 低 |
| 総合コスト | 30〜40%安 | 基準 |
月産数千個以上の量産現場では粉体塗装が圧倒的有利です。設備投資の初期コストは高いですが、3〜5年で回収できるケースが多い。液体塗装から粉体塗装への切替提案は、提案先の生産量と環境規制対応状況で判断してください
業者選定 5つの軸|元請・発注者が見るチェックポイント
粉体塗装業者の選定は、価格だけでなく以下5つの軸で評価するのが業界標準です。発注者・元請として確実な品質を確保するための判断軸です。
軸1|技術者の保有資格
- 塗装技能士1級・2級(粉体塗装作業):国家技能検定
- 塗装作業主任者:労働安全衛生法
- 公害防止管理者(大気関係):大規模工場の場合
- 危険物取扱者:燃料系焼付炉運用時
軸2|設備の能力と精度
- 焼付炉の温度精度:±5℃以内(業界標準)
- 塗装ブースの粉末回収システム:再利用率向上の指標
- 前処理設備:脱脂槽・化成処理槽・水洗槽・乾燥炉のライン構成
- 被塗物搬送方式:吊り下げ・コンベア・パレット搬送
軸3|品質管理体制
- 塗膜厚測定:全数測定 or 抜取り頻度
- 付着試験:クロスカット試験の実施頻度
- 塗料管理:ロット管理・粉末粒度管理・湿度管理
- 第三者検査:JIS規格適合・客先指定試験対応
軸4|実績と経験
- 同業種の塗装実績(自動車・建材・家電・産業機器など)
- 長期耐久性の実証(10年以上前の塗装品の現状)
- 大手元請の取引実績:トヨタ・ホンダ・パナソニック・YKK AP等
軸5|環境・安全管理
- ISO 14001(環境マネジメント)認証
- VOC排出量の削減実績
- 労災事故記録(直近3年)
- 化学物質管理体制(PRTR・SDS対応)
設備のスペックも重要なポイントですね

特に焼付炉の温度精度と前処理ラインの完成度が、その業者の塗装品質を決めます。発注前に工場見学を依頼し、ライン構成・管理体制を実際に見るのが鉄則です。写真や資料だけで判断すると、見えない部分の手抜きを見逃します
FAQ|現場でよくある6つの疑問
Q1粉体塗装と液体塗装、どちらが長持ちしますか?
Q2焼付温度に耐えない素材は塗装できますか?
Q3色替えのコストが高いと聞きますが?
Q4アルミ素材への塗装は可能ですか?
Q5環境規制対応のために粉体化を検討しています。投資回収期間は?
Q6粉体塗装の塗膜は、後から補修塗装できますか?
まとめ|工業塗装の標準工程として粉体化を進める

粉体塗装は、正しい塗料選定・前処理・焼付管理ができれば、液体塗装より高品質・低コスト・低環境負荷を同時に実現できる工業塗装の標準工程です。
本記事の要点:
- 静電塗布+焼付硬化の2段階プロセスで塗着効率70〜95%を実現
- エポキシ系・ポリエステル系・ハイブリッド系の使い分けは「屋内/屋外×耐候年数」で判断
- 前処理が塗膜密着の8割を決める、特に脱脂と化成処理の管理が鍵
- 粉体 vs 液体は量産規模・環境規制・色替え頻度で判断
- 業者選定5軸(資格・設備・品質管理・実績・環境)で総合評価
保存版として工業塗装の判断材料に使えそうです
1本のキラー記事で塗装方式の選定・施工管理・業者選び全部カバーできる構成にしました。社内の発注ガイドライン・新人教育資料としてもご活用ください
塗装方式の判断ミス・施工不良トラブル・環境規制対応の遅れは、マニュアル化と発注時のチェックリストで解決できます。本記事の判断軸・工程フロー・選定基準を社内に組み込み、確実な品質と環境配慮を実現してください。

こういう記事、貴社のサイトにも欲しいと思いませんか?🌷
業界専門記事を量産することで、紹介と既存取引以外の新規集客ルートを構築できて、売上UPが見込めるようになりますよ✨
なぜ塗装業者にWeb集客が必要なのか
工業塗装業界の元請・営業担当者の多くは、親会社・系列発注・既存ゼネコン取引で案件を獲得してきました。しかし2026年現在、状況は変わりつつあります。
- 製造業の購買担当者がWebで業者を比較する時代:「アルミ 粉体塗装」「鉄骨 重防食塗装」等の検索が増加
- 発注者の事前リサーチが当たり前に:見積依頼前にWeb上の専門性・施工事例・対応素材を確認
- 新規顧客開拓ルートとしてのSEO:紹介・既存取引だけでは新規開拓に限界
つまり、Web上で「専門性のある塗装業者」と認識される情報資産がない業者は、新規発注の候補にすら入らない時代になっています。
工業塗装業界のSEO競合状況
「粉体塗装」「焼付塗装」「重防食塗装」等の業界専門用語は、業界団体(日本塗装工業会)と一部の業者中心で、自治体公式や大手YMYL系の競合が少ない領域です。
つまり、今からでも個別業者が業界専門記事を持てば、検索1ページ目を狙える可能性が十分にあるということです。
AIコンテンツHubが選ばれる3つの理由
理由1|工業塗装の専門用語を理解したAIチューニング
「粉体塗装・静電塗布・焼付硬化・エポキシ・ポリエステル・前処理・化成処理」など、業界従事者しか使わない専門用語を正しく扱うAIチューニングを実装しています。一般的なAI記事代行サービスでは、業界用語の誤用・概念混同が頻発します。
理由2|業界相場の30分の1以下・1記事約1,000円から
業界専門記事は、外部ライター発注で1記事3〜5万円が相場です。AIコンテンツHubは1記事約1,000円で、業界相場の30分の1以下を実現します。
理由3|月100本の量産で地域SEO総取り
「地域名+塗装業者」「地域名+粉体塗装」等の地域KWで月100本ペースで量産すれば、3ヶ月で300記事の情報資産が完成します。
これらにより、「地域名+塗装業者」で検索した発注者がまず貴社のサイトにたどり着く状態を目指せます。
系列発注や既存取引に加えて、Web経由の新規問合せが安定して入る——そんな業界内の存在感を、3ヶ月の積み重ねで築いていけます。
料金プラン
全プラン1記事 約1,000円。初期費用¥0・最低契約期間なし・月単位の解約可能です(税込)。
- ✓1記事7,000字級+AI画像5枚
- ✓WordPress自動投稿
- ✓修正対応 無制限
- ✓学習する専属ライターAI
- ✓月単位・違約金なし
- ✓1記事7,000字級+AI画像5枚
- ✓WordPress自動投稿
- ✓修正対応 無制限
- ✓学習する専属ライターAI
- ✓月単位・違約金なし
- ✓1記事7,000字級+AI画像5枚
- ✓WordPress自動投稿
- ✓修正対応 無制限
- ✓学習する専属ライターAI
- ✓月単位・違約金なし
- ✓1記事7,000字級+AI画像5枚
- ✓WordPress自動投稿
- ✓修正対応 無制限
- ✓学習する専属ライターAI
- ✓月単位・違約金なし
- ✓初期費用¥0
- ✓最低契約期間なし・いつでも解約可能(違約金なし)
- ✓修正対応コストゼロ(何度でも無制限)
- ✓1記事7,000字級+AI画像5枚を自動生成
- ✓WordPress自動投稿対応
- ✓使うほど学習する専属ライターAI
✨ 全プラン共通
無料相談・お問い合わせ
月150記事の量産システムを、貴塗装のメディアにも。
初回ヒアリング(30分Google Meet)は無料です。
所要時間:30分(オンライン対応可)/費用:無料/営業時間:平日10:00〜18:00
まとめ|貴社のメディアに、月100本の業界専門記事を
工業塗装業界は、業界専門用語SEO・地域KW・施工事例コンテンツの3つの軸で、業者個別の情報発信が今からでも検索上位に届く市場です。
「業界相場の半額・月100本・工業塗装業界特化チューニング」で、貴社の業界における存在感を一気に高めます。
ぜひ無料相談でお話させてください。